GZV微型振动给料机用途
振动给料机用于粉料、颗粒状 物料的给料、配料及定量自动包装等生产流程中,并可以实现生产流程的集中控制和自动控 制。振动给料机广泛应用于轻工、化工、粮食、食品、商业等各行各业中。
GZV微型振动给料机特点
- 体积小、重量轻、结构简单、安装方便、运行费用低。
- 振动给料机由于采用了近共振原理,因而消耗电能小。
- 本系列振动给料机采用可控硅半波整流供电,在使用中可以无级地调 节给料量。
- 给料机在给料过程中连续地被拋起,因此给料槽的磨损较小。
微型振动给料机技术参数
GZV系列振动给料机共六种型号,其性能和基本参数详见表格| 型 号 | GZV1 | GZV2 | GZV3 | GZV4 | GZV5 | GZV6 | |
| 生产能力(t/h) | 0.1 | 0.5 | 1 | 2 | 4 | 6 | |
| 双振幅(mm) | 1.5 | ||||||
| 振动频率(r/min) | 3000 | ||||||
| 有功功率(W) | 5 | 8 | 20 | 25 | 30 | 50 | |
| 重量(kg) | 4 | 7 | 12 | 18 | 27 | 45 | |
| 控 制 装 置 | 控制方式 | 可控半波整流 | |||||
| 型号 | XKZ-5G2 | ||||||
| 供应电压 | 220V | ||||||
| 频率 | 50HZ | ||||||
| 电流(A ) | 0.10 | 0.15 | 0.20 | 0.30 | 0.35 | 0.80 | |
| 控制箱外形尺寸: 200x165x100 168x160x80 | |||||||
注:生产率按物料容重要1.6T/M3计算。
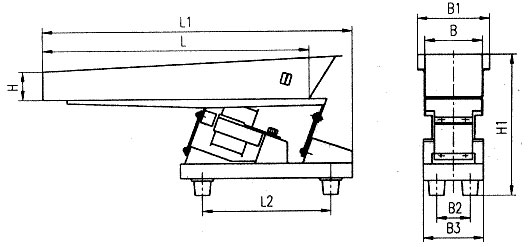

| 型号 | B | B1 | B2 | B3 | L | L1 | L2 | H | H1 | H2 |
| GZV1 | 40 | 60 | 50 | 80 | 200 | 273 | 95 | 20 | 155 | 120 |
| GZV2 | 60 | 80 | 50 | 80 | 300 | 374 | 95 | 30 | 168 | 120 |
| GZV3 | 80 | 110 | 60 | 100 | 400 | 480 | 224 | 40 | 222 | 160 |
| GZV4 | 100 | 130 | 70 | 120 | 500 | 568 | 310 | 50、 | 256 | 190 |
| GZV5 | 120 | 150 | 70 | 120 | 550 | 630 | 310 | 60 | 295 | 190 |
| GZV6 | 200 | 240 | 120 | 180 | 600 | 760 | 440 | 70 | 300 | 220 |
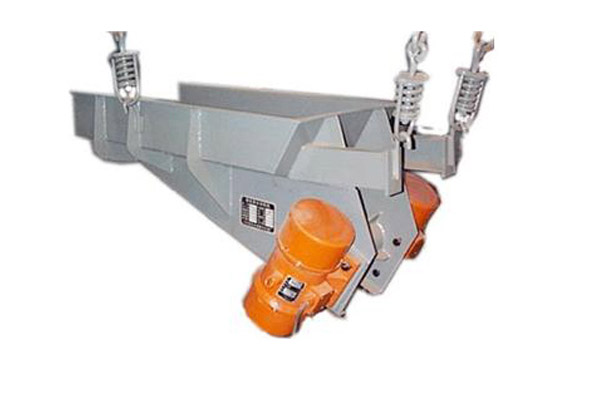
工作原理
GZV系列振动给料机由给料槽、弹性系统、衔铁、铁芯、线圈、机座、减振弹簧等部分组成。槽体以及与槽体联接的衔铁构成质量mt,机座及与之联接的铁芯、线圈构成了质量m2。ml和用板弹簧联接起来,使系统构成一个双质点近共振系统。电磁线圈由单相交流电经可控硅半波整流后供电,系统在电磁力作用下作受迫振动。 给料机的料槽在振动过程中不断将物料向前方抛起,从而达到给料的目的。
料仓的设计与安装
1、本系列电振给料机设计时未考虑仓压 影响,为保证给料机的正常运转,在配置料仓时应注意以下几点:(1)料仓出口与给料槽之间应留有5毫米 左右的间隙,以保证料槽在振动过程中不受料仓的影响。
(2)料仓出口应设计有斜溜咀,以免料柱的垂直压力直接压在给料机上,否则将严重影响给料机的效率。
(3)料仓开口尺寸应能保证获得足够的料层厚度。同时为了调节料层厚度应设置闸门。料仓配置型式参看图2,一般情况下,a与b的比值为1/4左右。
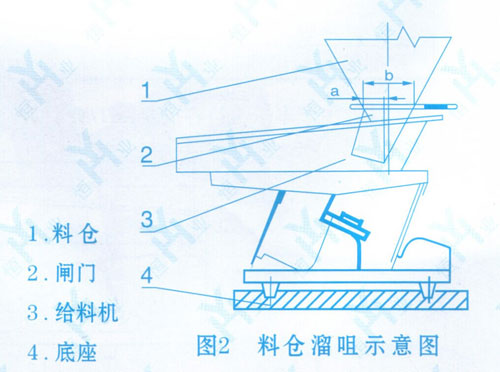
2、GZV系列给料机为座式结构,安装时平放于支撑台板上即可。
微型振动给料机试车和调整
给料机出厂前已经调试好,一般无需现场进行调试,试车中或检修后发现性能达不到要求,可进行必要的调整。
试车安装好的电振机与控制机与控制箱接通,打开电源开关,调节电位器旋钮,逐渐增加电流,同时观察槽体上的振幅牌所示振幅,当振幅达到1.5mm时,电流应等于或小于额定值, 经过1小时的运转,运转中振幅除随电网电压波动而变化外,应缓慢上升或不上升,但不应连续下降。否则,必须进行必要的重新调整:电振机应注意保证在不撞击状态下运转。 |  |
调整
- 先采用螺钉调整法。即调节板簧紧固螺钉的松紧程度,使其达到上述试车中的正常运转要求;
- 板簧片数调整法。即用增减板篑片数来改变弹性系统的钢度以达到正常运转的要求;
- 气隙调整法。即用改变气隙大小来增减激振力以达到正常运转的要求,但调整气隙后不得使电流值大于额定值的情况下试车运转,此法一般不多采用,气隙值应保持在1.8-2.3mm 为宜。
使用
(1)振幅的测量振幅指示牌如图3(a)所示,只是部分为一直角三角形。当指示牌与槽体一起振动是,由于视觉暂留,直角边与斜边形成一个交点,其交点所对应的标尺数即为被测槽体的双振幅。当双振幅为2毫米时,交点就对应在标尺2处,如图3 (b)所示。
(2)生产率的调节
给料机生产率的调节通常采用如下两种方法:
a)调节给料机的振幅,在额定振幅范围内,通过旋转控制箱电位器旋钮可以 直接调节振幅,从而可以无级地调节给料机的生产率。
b)调节料仓闸门的开度,改变料层厚度,也可以达到调节给料机生产率的目的。
(3)运行维护
给料机运行过程中必须经常检查振幅及电流的稳定情况,如遇板弹簧断裂,铁芯和衔铁之间气隙发生变化或撞击,必须立即停车处理。
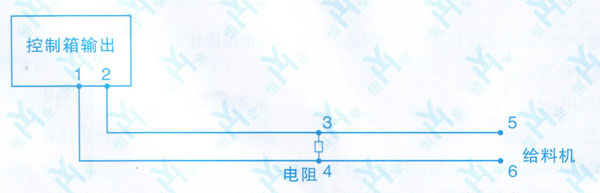
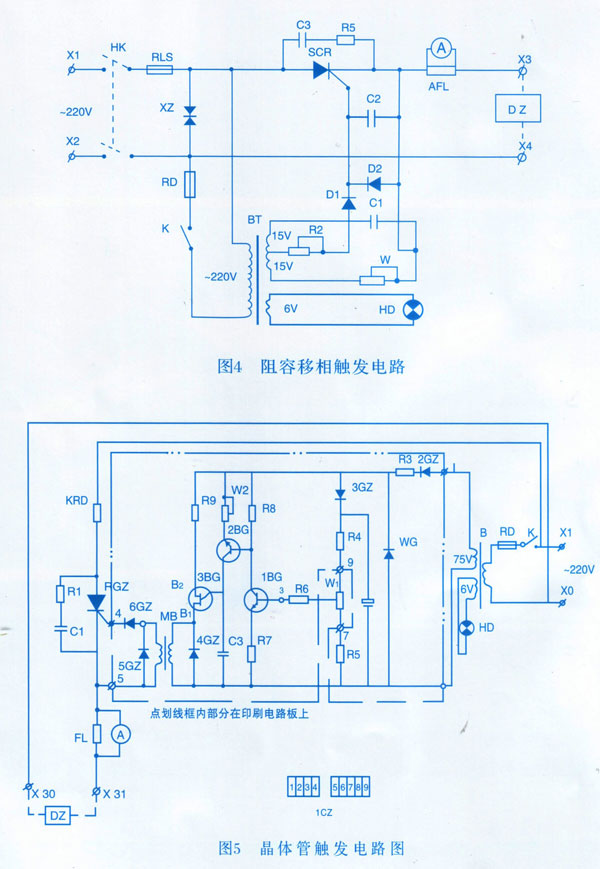
电控箱电原理图
图4所示为阻容移相角拨电路原理图,图5所示为晶体管触发电路原理。其它如需各种 形式的自动控制电控箱,可按要求制作。七、随机技术文件
本机出厂时随机携带如下技术文件
1、产品说明书。
2、产品合格证。
电阻技术文件